

Our Mission
中小製造業と共創し、ものづくりを未来へつなぐ
昨今、製造業界において人手不足・社員の高齢化・雇用の流動化・働き方改革・少子化・賃上げ・事業承継など、経営者を取り巻く環境は益々厳しくなっています。しかし、これらの苦況を打開する手立てを打つことは困難な状況の企業様が多いでしょう。その要因の殆どは、必要な経営資源(人・もの・金・情報)が不足ではないでしょうか。とりわけ人材不足は深刻です。
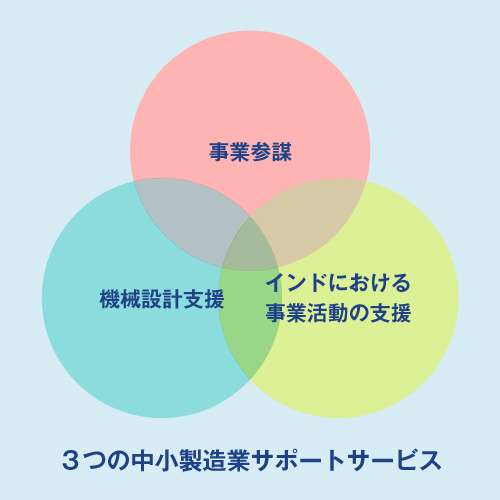
私たちの事業は、それらの課題を“経営資源のシェアリング”によって解決するサービスを提供しています。大手のアウトソーシングとは一線を画し、 PtoCは確固たる信頼関係で結ばれた少数精鋭の集団です。他人事ではなく自分事としてお客様の事業の一翼を担い、お客様と共に“ものづくり日本を未来へつなぐ”ことが、私たちのミッションです。
事業を取り巻く課題や環境

課題解決や環境改善へ
経営者様を全力サポートする経験豊富なエンジニアの強み
 私たちは経営者様に寄り添い、課題解決していくサービスを提供しています。 事業参謀はすべて、エンジニアや技術営業として長きに渡り製造業に携わってきた代表の森圭二が承ります。私と仲間は設計外注サービスから事業を始めましたが、そのお客様の多くは設計の人手不足が解消されれば事業が順調に運ぶというわけではありませんでした。経営者様にはその他にも解決しなければならない課題があったからです。しかし、それらの問題は設計外注の仕事とは異なるもので、他に新たな人材を探したり、経営者様自ら為さっていらっしゃいました。そういった経営者様方の苦悩を目の当たりにし、「もっとお力になれれば」と私たちは設計外注の枠を越えて、それらの課題に取り組むことにいたしました。
私たちは経営者様に寄り添い、課題解決していくサービスを提供しています。 事業参謀はすべて、エンジニアや技術営業として長きに渡り製造業に携わってきた代表の森圭二が承ります。私と仲間は設計外注サービスから事業を始めましたが、そのお客様の多くは設計の人手不足が解消されれば事業が順調に運ぶというわけではありませんでした。経営者様にはその他にも解決しなければならない課題があったからです。しかし、それらの問題は設計外注の仕事とは異なるもので、他に新たな人材を探したり、経営者様自ら為さっていらっしゃいました。そういった経営者様方の苦悩を目の当たりにし、「もっとお力になれれば」と私たちは設計外注の枠を越えて、それらの課題に取り組むことにいたしました。
様々な課題に取り組む際、いつもその道のプロや経験者がいるわけではありません。初めて遭遇する課題であっても知識や経験・人脈を生かして解決に導く手腕が一番大切だと、私たちは考えています。そして、それは熟練したエンジニアである私たちの強みです。 私たちは経営者様と共に頭をひねり、課題に立ち向かう、頼れる参謀になります。 貴社のニーズに適宜対応いたします。 お気軽にご相談ください。

